
Sulphur Handling Systems
ATEX-compliant sulphur handling equipment, from solidification to ship, rail, and truck loading.
Why choose ROXON?
Engineered for hazardous areas
When the ATEX directives regulations came into force in 2014, the number of conveyor suppliers willing or able to deliver compliant equipment into hazardous areas was small.
Roxon was one of the few exceptions and we have kept delivering and modernising compliant sulphur handling systems ever since.
One supplier for the sulphur handling chain
Our scope covers everything from solidification onward. One engineering team, one project manager and one point of accountability.
A track record that survives spec reviews
Our sulphur project customers are usually running multi-billion-dollar developments. The specification package for a Roxon scope can run thousands of pages, and every page has a named reviewer. That is the level we build to.

Why sulphur is hard material to convey safely
- Sulphur dust is highly flammable so sulphur handling requires a high degree of specialized engineering. A single ignition source in a poorly designed transfer point or an uncertified motor can turn a routine shift into a major incident.
- The regulatory regime reflects that risk. Every electrical component inside the hazardous zone needs an EX certification. Every surface that touches sulphur needs a coating that holds up against aggressive corrosion. Every enclosed space needs dust accumulation controlled at the design stage, not patched later.
- The buyers reflect the risk profile too. Sulphur handling projects sit inside oil and gas fields, refineries, and fertiliser logistics chains, where shortcuts are not an option.

The engineering details that decide reliability
- A sulphur conveyor that looks fine on day one can fail fast if the details are wrong. The decisions that separate a 30-year installation from an early failure are made on the drawing board.
- Every wear part is specified to stay bright, with no visible corrosion. That requires a surface treatment specification well above what a standard industrial conveyor would get. Sulphur dust accumulation is an ignition risk, so transfer points, chutes, and enclosures are designed to prevent buildup.
- Solid sulphur handling sits in a controlled temperature band, and component selection for belts, idlers, and lubricants is matched to the operating range. Every electrical component inside the hazardous zone carries the appropriate ATEX rating.

Our solution
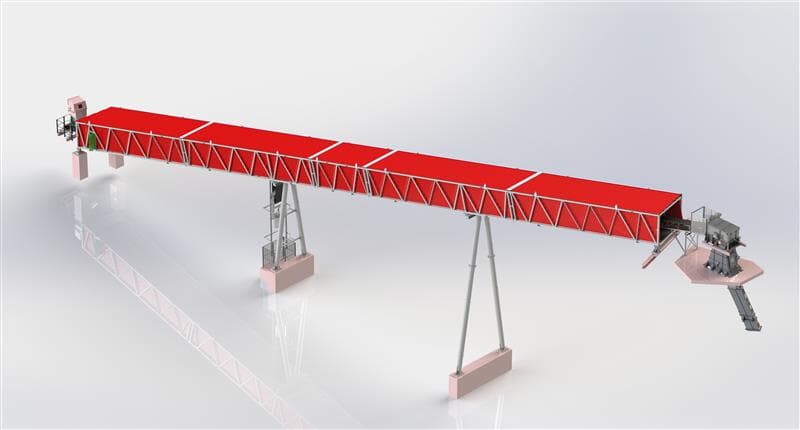
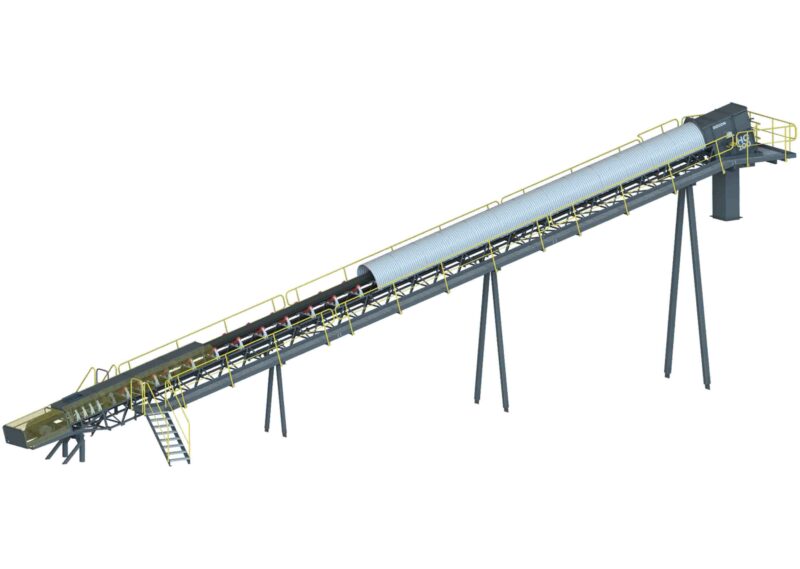
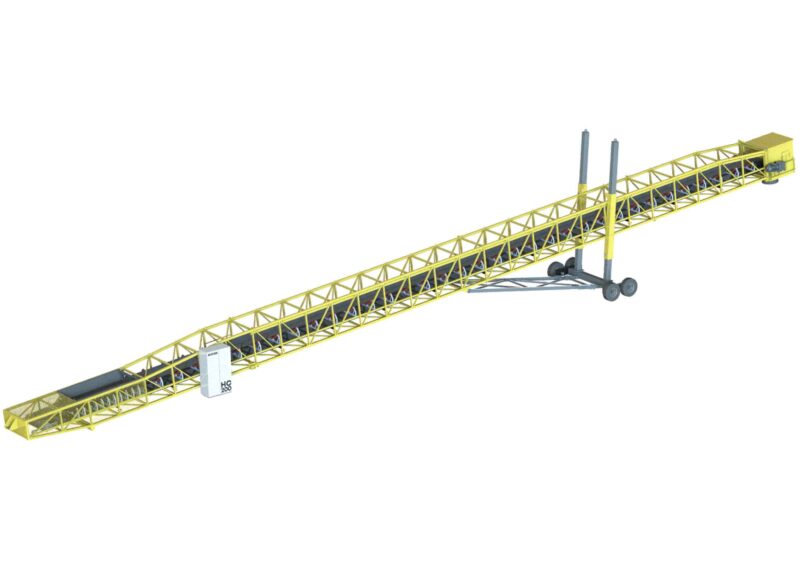
Roxon’s scope begins after the sulphur has been solidified. Sulphur handling systems from Roxon are in service across oil and gas, refinery, and fertiliser supply chains. Our deliveries into a sulphur handling plant typically include:
- Belt conveyors for transport between process steps and into storage
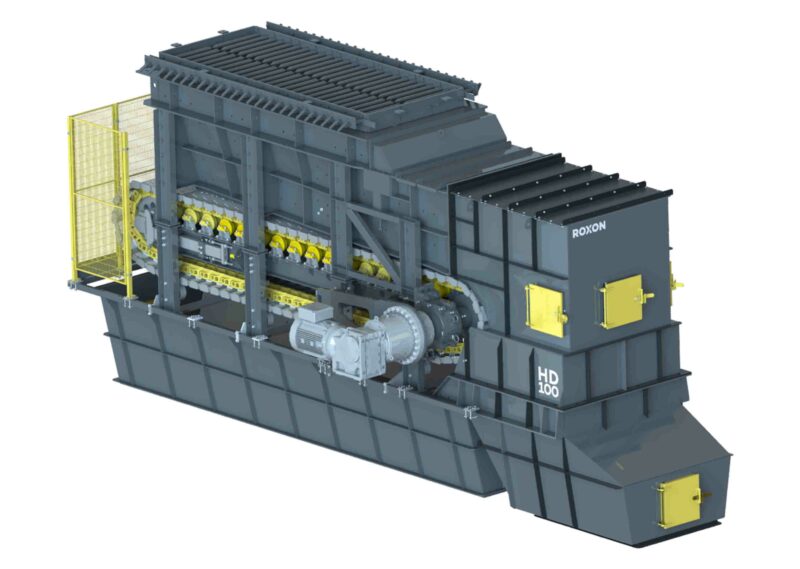
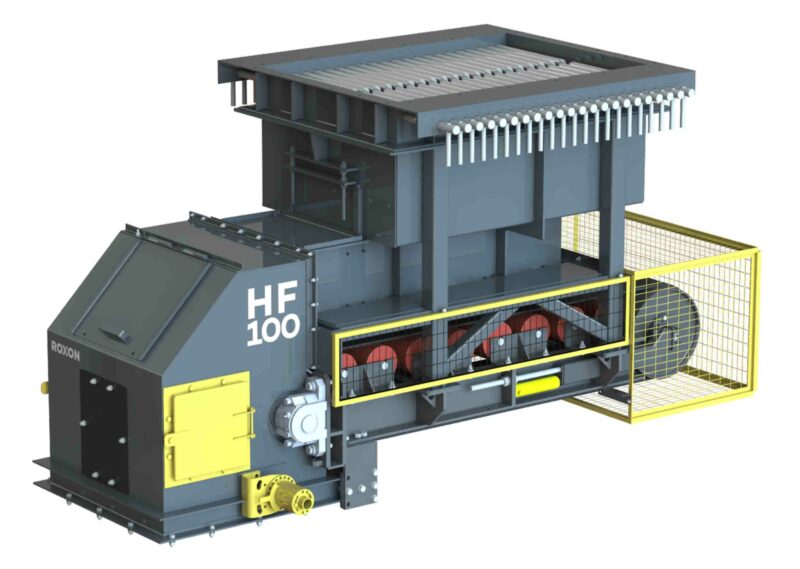
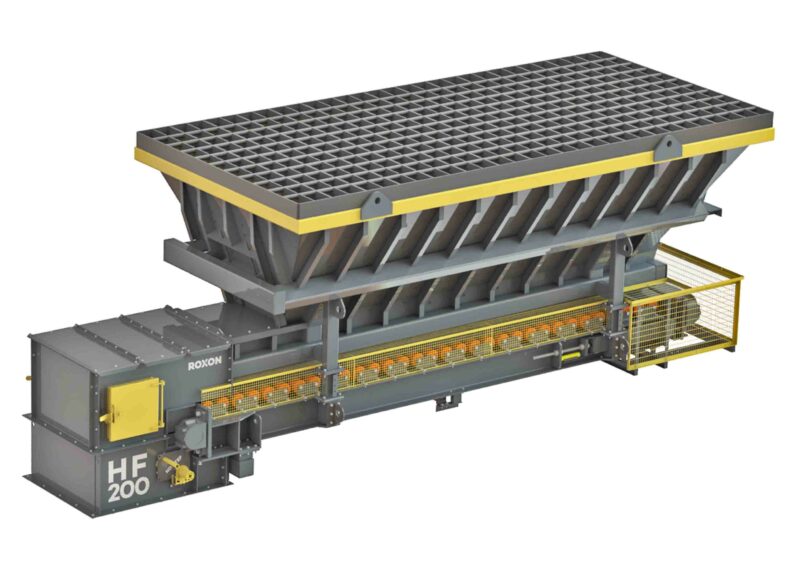
- Belt feeders for controlled extraction from silos and stockpiles
- Stackers and reclaimers for the storage yard, shiploaders and wagon loading systems for ship, train, and truck dispatch
- Belt condition monitoring for early fault detection in hazardous zones.

Modernisations, spare parts, and a long service life
- The sulphur handling systems we delivered decades ago are still running. Customers come back to us for spare parts, modernisations, and upgrades, and we still quote new deliveries actively.
- Our advice to anyone evaluating a sulphur handling partner is simple: know your material. Sulphur handling is its own discipline. It takes years of work before an engineer is fluent in it.






Talk to our sulphur handling specialist
Planning a new sulphur handling system, modernising an existing one, or scoping spares for a plant that has been running for years?
We will tell you honestly what fits our scope and where we would bring in a partner.